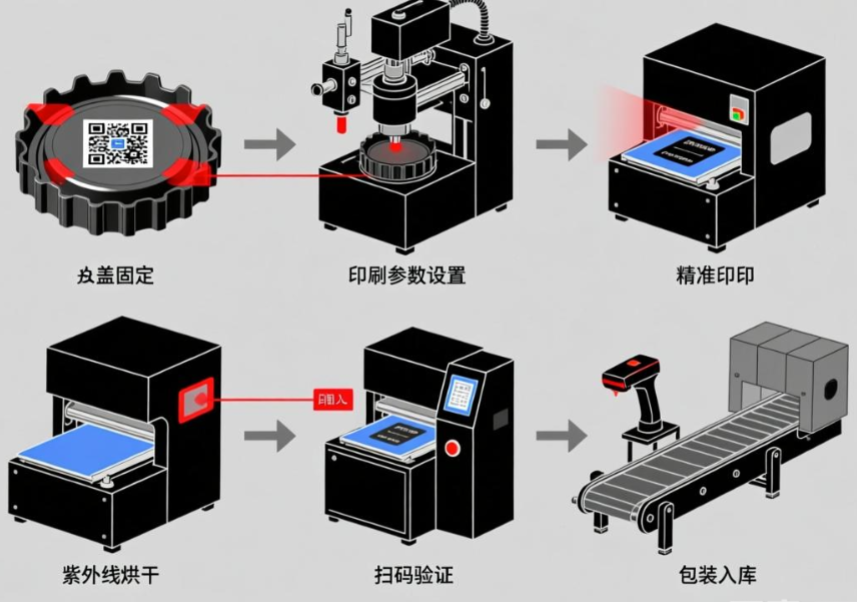
激光打标二维码扫不出来?5个实战解决方案(附案例)
生产线上刚打好的二维码,客户拿手机怎么扫都扫不出来?这种情况在工厂里太常见了。其实80%的扫码失败都是光线、参数、材质这三个环节出了问题。本文分享5个实战方法,帮你快速定位问题,让二维码扫码率从60%提升到95%以上。
问题根源:为什么总是扫不出来?
激光打标的二维码扫不出来,主要有五大原因:
- 光线环境不合适。车间光线太暗或金属表面反光太强,手机摄像头无法捕捉清晰图像。就像在强光下拍照会过曝,扫码也需要合适的光线条件。
- 二维码本身不清晰。打标深度太浅,或表面有油污、灰尘,导致黑白色块边界模糊。数据显示,70%的扫码失败都与打标参数设置有关。
- 材质特性差异。不锈钢、铝合金、玻璃、塑料的反射率和吸光性各不相同,用同一套参数打不同材质,效果自然有差异。
- 设备参数不当。扫描密度不够、打标速度太快、能量设置不合理,都会导致对比度不达标。
- 扫码工具或网络问题。老旧手机像素低,或扫码软件版本过时,也会影响识别率。
5个实战解决方案
方案1:优化光线环境
检查光线条件是第一步。暗光环境下,可打开手机闪光灯或用台灯侧面补光;金属表面反光时,将产品倾斜30-45度,避免镜面反射;户外扫码则选择阴凉处。
有个典型案例:客户在不锈钢水杯上打二维码,车间顶灯太亮导致反光严重。改用侧面LED灯后,扫码成功率从50%提升到90%。
方案2:彻底清洁表面
激光打标后,表面会残留烟尘或油污,这些都会遮挡二维码细节。用无尘布蘸酒精轻轻擦拭,再用干布擦干。同时检查手机镜头,确保没有指纹和灰尘影响对焦。
电子厂给PCB板打二维码时,如果不先用气枪吹掉粉尘再用酒精擦拭,扫码率会降低30%以上。
方案3:调整激光参数
这是核心环节。重点调整三个参数:
打标深度:金属材质建议0.05-0.1mm,塑料0.02-0.05mm。太浅对比度不够,太深容易烧穿。
扫描密度:设置为0.02-0.03mm间距,既保证清晰度又不影响效率。
功率和速度:先用50%功率、500mm/s速度测试,再根据效果微调。功率太低打不清,速度太快颜色发灰。
建议使用专业二维码生成工具,容错率更高,即使打标参数稍有偏差也能保证识别率。
方案4:匹配材质与激光类型
不同材质要用不同激光机:
- 金属(不锈钢、铝合金):光纤激光,波长1064nm,能量集中
- 塑料(ABS、PC):紫外激光,波长355nm,冷加工不变形
- 玻璃、陶瓷:CO2激光,波长10.6μm,适合非金属
参数建议:不锈钢用60-80%功率、300-500mm/s速度;铝合金降低速度至500-800mm/s;塑料用20-40%功率、800-1200mm/s速度避免烧焦。
某汽车配件厂从CO2激光换成光纤激光机后,金属二维码扫码率从40%跃升至98%。
方案5:排查扫码工具
有时问题出在扫码端。可以尝试更换扫码软件(微信、支付宝、浏览器识别算法不同),检查网络稳定性(动态码需要网络加载),或使用专业解码工具上传图片提取信息,不受光线和摄像头限制。
3个避坑提醒
设计要规范:内容不宜过长,尺寸最小10×10mm,周围留2mm空白边距。
定期维护设备:每周擦拭镜片,每月校准光路,防止老化影响打标质量。
批量前先测试:在废料上打测试码,用不同手机验证通过后再批量生产,避免返工浪费。
按照这5个方案逐步排查,先调光线、清洁表面,再优化参数,90%的扫码问题都能解决。选择容错率高的二维码生成工具,能从源头降低失败率,提升生产效率。